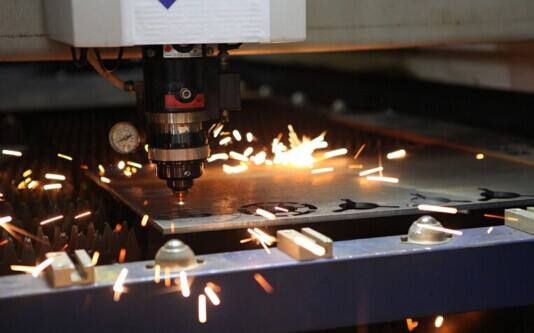
激光加工是利用光的能量经过透镜聚焦后在焦点上达到很高的能量密度,靠光热效应来加工的。激光加工不需要工具、加工速度快、表面变形小,可加工各种材料。用激光束对材料进行各种加工,如打孔、切割、划片、焊接、热处理等。
使用激光加工,生产效率高,质量可靠,经济效益。
可以通过透明介质对密闭容器内的工件进行各种加工;在恶劣环境或其他人难以接近的地方,可用机器人进行激光加工。
激光加工过程中无"刀具"磨损,无"切削力"作用于工件。
可以对多种金属、非金属加工,特别是可以加工高硬度、高脆性及高熔点的材料。
激光束易于导向、聚焦实现作各方向变换,极易与数控系统配合、对复杂工件进行加工,因此它是一种极为灵活的加工方法。
无接触加工,对工件无直接冲击,因此无机械变形,并且高能量激光束的能量及其移动速度均可调,因此可以实现多种加工的目的。
激光加工过程中,激光束能量密度高,加工速度快,并且是局部加工,对非激光照射部位没有或影响极小,因此,其热影响区小,工件热变形小,后续加工量小。
激光束的发散角可<1毫弧,光斑直径可小到微米量级,作用时间可以短到纳秒和皮秒,同时,大功率激光器的连续输出功率又可达千瓦至10kW量级,因而激光既适于精密微细加工,又适于大型材料加工。激光束容易控制,易于与精密机械、精密测量技术和电子计算机相结合,实现加工的高度自动化和达到很高的加工精度。
随客户对激光设备加工要求的提升,对伺服的使用要求也越来越高。在实际使用中也暴露了一些问题,尤其是加工轮廓的变形问题,是比较困扰大家的一个主要方面。
关键:轴动态响应性的高低及相互之间的配合
其实无论是板材切割机、管材切割机或者是复杂的立体切割设备,要想设备按照既定的图形进行加工,关键就在于参与加工的各个轴动态响应性的高低及相互之间的配合问题。如果在加工过程中,各轴的整体响应太慢,或者某些位置出现一个轴偏差小,另一个轴偏差大的情况,则就会出现加工轮廓变形的问题。而导致这种偏差不一致情况出现的原因众多,有机械的、外力的、伺服响应性、控制系统等因素,或是多因素叠加影响。因此,解决此类问题的关键在于各轴有较好的动态响应性及相互之间的配合的协调性,使其能比较严格地按照既定目标进行加工动作。
1、机械因素
机械问题相对而言比较常见,主要体现在设计、传动方式、安装、材质、机械磨损等方面。
2、机械共振
机械共振问题对伺服最大的影响在于无法继续提高伺服电机的响应性,从而使设备整体运行在比较低的响应状态。此类问题在同步带传动的机械中比较常见,另外长距离的滚珠丝杆有时也有此类情况。主要原因是同步带的刚性偏低,共振频率低,长距离的丝杆自身惯量较大,且多有变形情况,特别是在电机容量选择偏小的情况下比较容易起振。同时安装时的装配工艺高低和材质的优劣也会对机械的共振产生影响。如果出现此类问题,除在机械上优化外,可通过伺服的调整来弥补。主要思路就是通过伺服抑制共振的功能来完成。
3、机械抖动
机械抖动实质也是机械的固有频率问题,通常比较多地出现在单端固定的悬梁结构中,特别是在加减速阶段表现尤其明显。低频的抖动在加工件中会呈现出大波浪状的形态,较高频的抖动会有锯齿状的形态。对于此种情况的基本思路是加入多种滤波器,错开转矩指令频率。
4、机械内应力、外力等因素
由于机械材质和安装的差异,设备上各传动轴的机械内应力、静摩擦力等可能会不一致。如果设备中参与轨迹插补控制的两轴中的某一轴的内应力或者静摩擦力等更大,则会一定程度上消耗掉伺服的转矩,造成此轴的加速变慢,从而导致加工轮廓变形。通常我们可以通过伺服驱动器反馈生成的波形曲线来观察传动轴的内应力问题。
外力作用于轴上的情况也比较类似。一般的板材切割机,各轴与工件之间是非接触的,可能受到的外力有限。但某些管材切割机,送管轴会参与切割时候的插补,而另一轴一般是非接触的。此时管材由于受到夹具的影响,会对送管轴产生一个反向作用力,这样参与插补控制的两轴受力情况不一致,切割的效果肯定会受到影响。
5、伺服因素
在机械正常的情况下,如果伺服参数偏差较大,也会引起切割的轮廓不理想的情况。因此伺服调试的时候应该遵循的原则是:
伺服响应性在允许的范围内应保持较高的水平。
参与插补控制的各轴应当具有比较接近的动态响应性,可通过波形曲线察看实际的脉冲偏差水平。
惯量比应该按照比较真实的数值进行设定,如果驱动器自动推算的惯量比较真实地反映了实际的负载情况,就不要随意改变此数值。
响应性调整时应尽量使用自动增益,就算需要手动调试也要在自动调试的基础上调整,这样会简化调试的难度。

6、数控系统因素
有的情况下,伺服的调试效果不明显,此时可能就要介入对控制系统的调节了。激光切割机加工时通常线速度是比较恒定的,在直线与曲线上都是同一速度。这一点在直线运动上是没有多大问题的,但是在曲线,特别是小尺寸圆弧的加工上可能会因为加速度过大导致轮廓变形的情况。因此,在切割小圆等图形时必须对速度及加速度加以限制。并且在遇到抖动等问题的时候调整加速度,改变插补采样周期等参数对抑制抖动的效果比单纯调整伺服效果更好。
特别说明:此文章素材来源于网络,版权归原作者所有。








 联系我们
联系我们 CRM系统
CRM系统 在线服务
在线服务 官方微信
官方微信
