一、设备说明
数控冲床是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使冲床动作并加工零件。
二、数控冲床的特点
数控冲床的操作和监控全部在这个数控单元中完成,它是数控冲床的大脑。与普通冲床相比,数控冲床有如下特点:
● 加工精度高,具有稳定的加工质量;
● 加工幅面大:一次可以完成1.5m*5m加工幅面;
● 可进行多坐标的联动,能加工形状复杂的零件可做剪切成形等;
● 加工零件改变时,一般只需要更改数控程序,可节省生产准备时间;
● 冲床本身的精度高、刚性大,可选择有利的加工用量,生产率高 ;
● 冲床自动化程度高,可以减轻劳动强度;
● 操作简单,具备一定基础电脑知识培训2-3天均可上手操作;
三、系统构成
该套系统采用两套伺服驱动器和伺服电机加上一个机台,一个电脑控制器,一个传统冲床构成。 如下图:

四、系统的工作原理
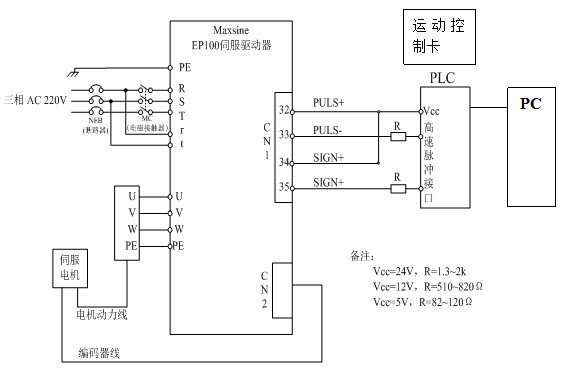
电脑通过软件编程,以图形的形式在显示器上显示。通过一些简单操作,向驱动器发送位置指令脉冲,从而实现精确的走位。配合冲床的冲压快慢完成各类产品的加工。
相关线路图如下:
五、驱动相关参数设置:
|
功能代码 |
代码名称 |
设定参数 |
使用说明 |
|
PA002 |
型号代码 |
同伺服电机相匹配 |
|
|
PA004 |
控制方式选择 |
0 |
位置控制 |
|
PA005 |
速度比例增益 |
150 |
设置值越大,则刚度越大,过大容易出现振荡 |
|
PA006 |
速度积分时间常数 |
20 |
设置值越小,则刚度越大,过小容易出现超调 |
|
PA009 |
位置比例增益 |
100 |
设置值越大,则刚度越大,过大容易出现振荡或超调 |
|
PA029 |
位置指令脉冲分频分子 |
1 |
设置相应值可以很方便的与各种脉冲源相匹配 |
|
PA030 |
位置指令脉冲分频分母 |
1 |
设置相应值可以很方便的与各种脉冲源相匹配 |
|
PA035 |
位置指令脉冲输入方式 |
0 |
设置与上位机相应的脉冲输入方式,默认为脉冲+方向 |
|
PA036 |
位置指令脉冲方向取反 |
0 |
改变此参数可以很简单的改变电机的旋转方向 |
|
PA098 |
低4位输入端子强制ON控制字 |
1 |
强制使能 |








 联系我们
联系我们 CRM系统
CRM系统 在线服务
在线服务 官方微信
官方微信
